One difficulty in using robotics in a shop is when you need a great deal of flexibility. Sure, if GM wants a robot, they are probably going to use it to do the same thing over and over thousands of times. They will use robot end of arm tooling systems specifically tailored to the dedicated operation, designed and implemented by the engineering team from the robot supplier. It’ll all work great (well, most of the time). But if you are a small job shop, where you need to change jobs frequently, the robot end of arm tooling can get to be a lot more complex. The gripper that works for one part won’t grab the next, and you spend a lot of time figuring out how to leverage your automation, rather than just making parts. Well, a company called Empire Robotics has come up with a super-cool (and super-versatile) solution. The basic concept is using sand in a rubber ball. Using air pressure, the sand is decompressed in the ball (the ball inflates slightly, making it softer). Then, when pressure is removed (the ball is slightly deflated), the sand goes into the “jamming phase transition of granular materials.” That is, it molds to the shape of the part you are trying to pick up, and grips it. Check out the video above. It sure looks like a very useful solution to robot end of arm tooling for gripping a wide variety of parts with minimal adjustment.
If the above demonstration wasn’t good enough, here is a Versaball system assembling Duplo blocks.
I needed to turn some custom parts with a hose barb on one end. This wouldn’t be very hard on a CNC lathe, but I only had a manual lathe. To make a custom shape like this, a form tool is used. This isn’t a technique I invented, obviously. To get my part shape, I had a custom form tool cut by a wire EDM machine at another shop.
To use the tool, I roughed the form close and then plunged the tool in to finish the barb form. It made quite a lot of noise, which might have meant the tool was over center a bit. It was a little hard to set the height. I got the parts done, none the less.
This is an old post, originally written for the shop I opened in Minnesota.
Note: This is not meant to be a comprehensive guide to fixing your mill. It is a recounting of my experiences fixing MY mill. Follow these instructions ONLY if you are qualified to disassemble and service your mill!
In an effort to save cash while starting this shop, I bought a used Chevalier knee mill, with a Prototrak M3 control.It has been a pretty good mill. It fits what I wanted to start: CNC control, good for manual work too, and cheap. The nice Russian guy I bought it from said, “Oh, it need new belt!” to explain the noise. He was partly right.
There isn’t a whole lot of information on the web about Chevalier mills (there’s decent info about Bridgeport 2J head mills, which this is more or less a copy of, but it’s not exactly the same). They are still in business, though, so I called up the office in California. Since the mill is so old (2002), they didn’t have a manual. For $65, they’d photocopy the one they had. Fine. They did, and did not properly orient the pages, so you have to hunt around. Also, the manual is pretty vague about some things. I thought I’d try to fill in some of the gaps.
The first thing you have to do is tilt the head 90 degrees to one side. I went to the left, because the CNC control is on the right. Turn the mill on, and wind it down to the lowest speed. Turn the mill off and unplug it.
Underneath the motor is a plate, held on with 3-6mm SHCS. Remove those. Then, take one of the screws and thread it into the hole in the center of the plate, as shown.
There is a bearing that fits into the boss in the plate. Most instructions assume the bearing will stay with the plate. In my experience, it won’t! This is a bit of a problem, but not that big of a deal.
The next step is supposed to be “thread some 6mm screws into the holes in the motor pulley, to compress the main spring.” Compressing this spring will make it easier to remove the main drive belt (since this spring is what puts pressure on that belt). If the bearing didn’t come off, you won’t be able to compress the spring. You can work around this, like I did.
Run the speed changer all the way up. Remove the screw that holds the power cable to the side of the mill head, and unscrew the main switch from the housing (you DID unhook the power like I told you, right?). Let those hang loose. Now, pull the two bolts that hold the motor to the head casting. On a Bridgeport, there are 3 bolts, but oh well. You will need to support the motor as you do this, as it is VERY HEAVY.
The belt should be somewhat loose, since you ran the speed up, which released the front pulley some. It would be looser if you were able to compress the spring, like I wasn’t able to. Remove the motor, and set on workbench. If the bearing is still attached, remove it with a 3 jaw puller and a bearing splitter.
REMOVING THE LOWER MOTOR BEARING
Now, you will be able to compress the spring. Put 2 longer 6mm bolts into the holes in the lower pulley, as shown. Tighten the bolts to hold the spring in place.
6MM BOLTS TO HOLD SPRING
Once you have the spring compressed, remove the C-clip that holds the spring retention plate in place. You should then be able to remove the lower pulley from the motor shaft. DO NOT REMOVE THE BOLTS HOLDING IN THE SPRING.
In the bore of the pulley, there is supposed to be a Teflon bushing. Most likely it is gone, which is one of the reasons the mill is noisy. I purchased new pulley plates for mine (directly from Chevalier’s office in Sante Fe Springs, CA). I also found that the brass key that is supposed to keep the pulley aligned with the shaft had come loose, and jammed between the upper and lower plates, keeping the spring from compressing the belt. This was the source of my slippage, not necessarily a worn belt. Still, since I had it all apart, I put in the new Mitsubishi belt I had purchased.
NEW TEFLON BUSHING AND BRASS KEY
To remove the spring from the old pulley, I put a piece of 1/2-13 threaded rod through the pulley, with some honkin’ big washers on one end, and a 1-2-3 block on the other (to allow access to the bolts). Tighten the threaded rod assembly down onto the pulley, and then you can safely remove the spring compression bolts. Then, slowly release the threaded rod, and the spring will be safely de-compressed.
USING THREADED ROD TO COMPRESS SPRING
Once you have the spring off of the old pulley, you can reverse those steps to put the spring onto the new pulley. Finish with the bolts threaded into the pulley, so you can reassemble once you get the rest of the mill fixed.
Next, remove the main housing. First, remove the bearing assembly at the top of the draw bar (remove the drawbar first). There are three bolts that hold this bearing and on. Unscrew these, and then screw them into the adjacent screw holes, which will jack the plate and bearing out. Or, if your mill is like mine, you will find that the factory neglected to drill and tap these holes! I used a couple of small pry bars to slowly jack the plate up. Once I had it off, I drilled and tapped the holes, so the next time I have to take this thing apart, it won’t be a problem.
Inside the housing, you will see two small bolts (3mm I believe) that attach the variable speed pulley to the plate that pushes it up and down when you crank the handle. Remove those. Next, remove the lower two bolts on the variable speed assembly on the front of the mill (below the speed indicator dial). Then, remove the six bolts on the underside of the housing, that hold the housing on. Please note, the housing is a heavy casting, so use care in removing these bolts!
LOWER VARIABLE SPEED PLATE
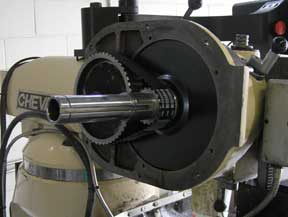
With the housing and the upper pulley removed, this is what the mill looks like. To replace the timing belt, you do NOT need to remove the lower pulley. The bolts are accessible with the pulley in place. Take this assembly off, and replace the belt. After you clean everything well, replace the assembly. You will need to jiggle the belt around to get it on the gears, and keep it from getting pinched.
To replace the moving plate from the variable drive, you will need to remove the little housing that attaches it to the drive plate, and then remove the bearing. The plate pops up fairly easily with a couple of wedges or pry bars, and then use a 3-jaw puller to remove the bearing.
REMOVING THE VARIABLE SPEED BEARING
If all the bearing are fine, you can reuse them. Check them for a gritty feeling. Bearings really aren’t expensive, so as long as you have it apart, you may as well replace them, however. To press them back into place, I used my threaded rod again, and a piece of heavy tubing that would fit over the spindle. This worked as a good low-budget press.
MITSUBISHI TIMING BELT INSTALLED
Once you have the timing belt in place, it is really just a matter of reversing the steps. My only re-assembly tip is to not remove the bolts that compress the motor spring until you have the motor back in place. This makes it easy to get the belt around the pulleys.
EDIT: I closed my shop and sold this mill some time ago. I mostly posted this in case anyone might want to do the same repair. It wasn’t that hard, but I don’t recommend just anyone undertake this. Again, only attempt this sort of repair if you are qualified.